

业务联系:袁女士
电 话:13607331905
技术咨询:周先生
电 话:18673384044
技术咨询:言先生
电 话:13272111100
邮 箱:2683402817@qq.com
地 址:株洲市天元区科瑞路12号
网 址:www.fullad.com.cn
石墨化炉的结构以及使用温度:采用国外进口保温材料和先进的炉膛结构,最高使用温度高达3000℃。生产型高温石墨化炉的炉体可一机多炉,一台控制柜配几个炉体。石墨烯导热膜连续高温加工设备采用PLC智能转换,通过对各个炉体的轮流加热。一炉加热时,其它炉加料降温,以提高设备、电力、场地的利用率,降低生产成本。石墨烯导热膜连续高温加工采用数显化智能控温系统,全自动高精度完成测温控温过程,系统可按给定升温曲线升温,并可贮存二十条共400段不同的工艺加热曲线。

石墨化炉使炭素焙烧品经2000~3000℃的高温热处理,转化为人造石墨制品的热工设备。石墨烯导热膜连续高温加工经过焙烧的炭素制品,具有了一定的物理机械性能,可以在某些场合直接使用。但就其内部结构而言,碳原子的排列仍不规则,只有通过2000~3000℃的高温热处理,使碳原子发生再结晶,重新有序排列,才能呈现石墨的晶体结构。宝鸡间歇式石墨烯导热膜连续高温加工经过石墨化这一过程的制品就具有了石墨的许多优良性能,和焙烧制品比较,导电性和导热性有了显著提高,化学和热稳定性更好,杂质减少,由于硬度降低,更易于机械加工等等。所以石墨制品得到了更为广泛的应用。石墨化炉的功能就是完成使焙烧制品转化为人造石墨制品。

影响连续石墨化工艺的主要有以下几个问题:首先是耐火层问题。由于电极自热,而且还需要移动,所以这种工艺在操作上比较复杂,不如外热法即间接加热的连续石墨化工艺成熟。石墨烯导热膜连续高温加工因为要有一个温度在3000℃的温区,这就要求炉体耐火材料有较高的耐火度,但目前没有如此高耐火度的耐火材料,也就是炉子没有办法达到如此高的石墨化的温度。宝鸡间歇式石墨烯导热膜连续高温加工设备解决的办法只能是通过加厚保温层,如加厚保温炭黑,使热量较少地传到外层保温层,同时采用水对炉子外层进 行冷却。另外一个问题就是如何快速地冷却产品,从而使产品不被氧化。解决的方法是采用水冷,同时加保护气体,如氮气。

炭纤维连续石墨化工艺:整个工艺由去浆、上浆装置,烘干装置,牵伸装置和石墨化炉组成。为了避免炭纤维表面上浆剂中的氧在石墨化处理过程中对炭纤维产生氧化,炭纤维在进行高温热处理前要先去浆,经烘干后方可进入石墨化炉。石墨烯导热膜连续高温加工在氩气保护下于2000℃ 一3 000℃进行高温石墨化处理,最后经过再上浆和烘干处理形成石墨纤维制品。宝鸡石墨烯导热膜连续高温加工设备通过调整电源的输出功率和炭纤维的走丝速度可以获得适合炭纤维石墨化的最高温度和温度分布。

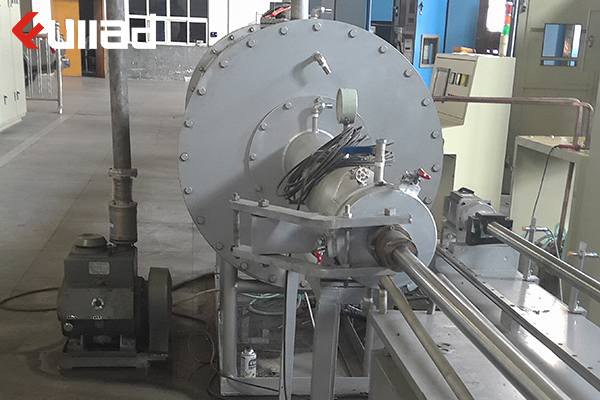
石墨化炉高导热膜真空碳化处理是生产高性能导热膜的关键设备,碳纤维石墨化炉前开门或前后双开门,经该设备碳化的PI膜,具有优良的阻值结构和密度。石墨烯导热膜连续高温加工可以实现连续真空碳化工艺;配有脱焦系统,强化脱焦效果,炉内气氛更稳定,产品质量易与控制;延长了碳毡及发热材料的使用寿命。宝鸡石墨烯导热膜连续高温加工特点:1采用多温区独立控温,潍坊石墨化炉,温度均匀性好;2可选配外循环快冷系统,单炉生产周期短;3可实现正压或负压碳化工艺;4对碳化过程产生的焦油、粉尘、尾气等能进行有效处理。5真正实现零故障、全自动化控制设计,触摸屏直观的显示各种运行参数数据,完善的报警和闭锁停机保护装置,水电气全自动控制,操作轻松简便。

超高温石墨化炉特点:采用国外进口保温材料和先进的炉膛结构,最高使用温度高达3000℃。用于碳纤维丝石墨化时,丝从一端进,另一端出,边放丝,边收丝,生产效率高。采用纵向垂直测温,测温仪的放置不影响走线。石墨烯导热膜连续高温加工用于磷片石墨或碳粉石墨化时,采用推舟方式,连续生产,生产效率高,节能省电。石墨烯导热膜连续高温加工设备采用数显化智能控温系统,全自动高精度完成测温控温过程,系统可按给定升温曲线升温,并可贮存二十条共400段不同的工艺加热曲线。全面的PLC水、电、气自动控制和保护系统控制柜与炉体的连接电缆可长达20m,并于设备的远程控制。



