

业务联系:袁女士
电 话:13607331905
技术咨询:周先生
电 话:18673384044
技术咨询:言先生
电 话:13272111100
邮 箱:2683402817@qq.com
地 址:株洲市天元区科瑞路12号
网 址:www.fullad.com.cn

实验高温石墨化炉虽然都是采用电热,但按其电热的方式,可分为直接式和间接式,按作业方式可分为间歇式和连续式,按功能分为单一式和联合式。江西石墨烯导热膜连续高温加工直接式是指电流要直接通过制品,因焦耳热升温,是以制品本身为电阻的电阻炉型。属于直接式的炉型有艾奇逊炉和串接式炉。这两者的区别在于艾奇逊炉需要在制品周围填加电阻料。石墨烯导热膜连续高温加工电极和电阻料串联,而电极的电阻比电阻料的电阻要小得多,所以制品从本身电阻获得的热量较少,大部分是靠电阻料的传热而获得石墨化所需热量的,串接式炉在制品周围则不需填加电阻料(在制品接头处填加的少量填料主要是为了降低接触电阻的)。电流全部通过制品本身,制品本身的电阻是石墨化所需热量的惟一来源。

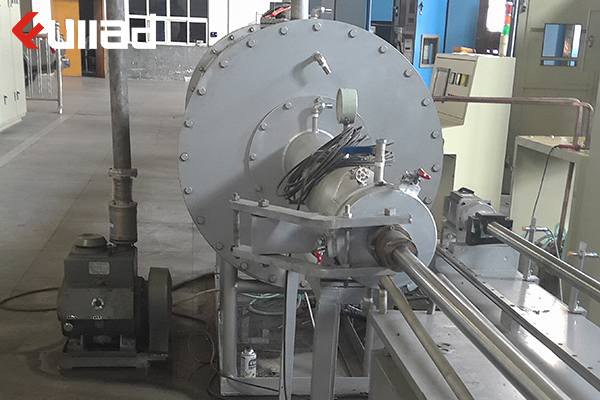
卧式超高温石墨化炉是我公司工程技术人员在国内科研院所和大专院校的大力支持下,开发的一种具有国内技术的高性能智能化超高温设备。石墨烯导热膜连续高温加工设备最高使用温度高达3000℃。用途:用于碳纤维、磷片石墨、碳材料结构件(制品)、C/C复合材料制品、炭素材料、和其它石墨材料的高温石墨化。石墨烯导热膜连续高温加工厂家其它可在碳环境下烧结、提纯的材料。主要技术参数:最高使用温度:3000℃ 炉膛尺寸:Φ30-Φ300X500-2000mm,或方形 温度均匀度:≤±10℃ 温度测量:远红外线光学测温测温范围1000~3000℃或0~3000℃;测温精度:0.2~0.75%。

影响连续石墨化工艺的主要有以下几个问题:首先是耐火层问题。由于电极自热,而且还需要移动,所以这种工艺在操作上比较复杂,不如外热法即间接加热的连续石墨化工艺成熟。石墨烯导热膜连续高温加工因为要有一个温度在3000℃的温区,这就要求炉体耐火材料有较高的耐火度,但目前没有如此高耐火度的耐火材料,也就是炉子没有办法达到如此高的石墨化的温度。江西超高温石墨烯导热膜连续高温加工厂家解决的办法只能是通过加厚保温层,如加厚保温炭黑,使热量较少地传到外层保温层,同时采用水对炉子外层进 行冷却。另外一个问题就是如何快速地冷却产品,从而使产品不被氧化。解决的方法是采用水冷,同时加保护气体,如氮气。
小型石墨化炉是一种特别适合于实验室使用的高温石墨化炉,主要用于石墨粉料提纯;石墨制品的高温石墨化处理,高温碳化处理,高温提纯;炭-炭复合材料的高温处理;电池负极材料的高温石墨化处理,导热石墨膜的生产及其它炭材料的等高温处理。石墨烯导热膜连续高温加工它的使用温度高达3000℃,并可长时间的连续工作。生产效率高,节能省电。江西石墨烯导热膜连续高温加工带有在线测温及控温系统,可实时监控炉内的温度,并进行自动的调节。

石墨化炉受工艺限制,车间周围要设置循环水供、回水管沟、母线地沟,并且石墨化炉炉头、炉尾需要大量循环水冷却,尤其外冷时循环水渗漏地面尤其容易发生沉降。石墨烯导热膜连续高温加工并且炉体运行时头、尾地面温度有时能达到上百度,管沟、地面膨胀、收缩频繁,排水管沟裂纹极易造成地沟漏水。超高温石墨烯导热膜连续高温加工厂家针对石墨化车间发生的几起煤气中毒事件分析,最终认定造成煤气扩散的主要部位还是地面下沉缝隙、采暖沟、检查井等部位。因此要防止煤气中毒事件再次发生,必须堵住漏洞、及时疏散。

石墨化炉的炉床是由耐火砖砌成的长方形槽。槽底铺一层很厚的石英砂作为绝缘层,在石英砂层的上面再铺一层石英砂与焦粉混合的炉底料。石墨烯导热膜连续高温加工在石墨化过程中,炉底料在高温下发生化学变化,电绝缘能力降低。石墨烯导热膜连续高温加工厂家如炉底料没有很好清理就装入产品,通电后经常发生炉温不均(即炉芯下半部温度较高)装在上层的产品石墨化程度较差,而底层产生可能发生硅侵蚀(即产品表面产生金刚砂),甚至发生炉底烧穿事故。为了研究炉底烧穿及炉温不均匀的原因和掌握清炉的深度以及换用石英砂的时间,有必要进行炉底电阻的测量,最简单测定炉底电阻的方法是运用伏安法。当炉床通过一定电流时,测定电压降,在算出炉底电阻。



